
ミリ波を使用して樹脂やセラミックスの内部状態を可視化
本装置は、ミリ波を計測対象物に照射し、反射波を八光オートメーション独自の信号処理技術で解析することで、内部の密度分布を可視化します。
ミリ波は物質内部を透過し、異なる物質の境界面で反射する特性を持ちます。また、物質内部を伝搬するミリ波は密度に応じて波長が変化し、これが到達時間の差として現れます(右下図参照)。
同一材質内での到達時間の差は密度の違いを示しており、この現象を利用することで、物質内部の密度分布を非接触且つ非破壊で計測することが可能です。

特長1:製品内部の密度分布が見れる
従来の密度計測は、定期的な抜き取り検査で且つブロック単位の評価のため、傾向は確認できますが、場所ごとの分布を把握することはできませんでした。
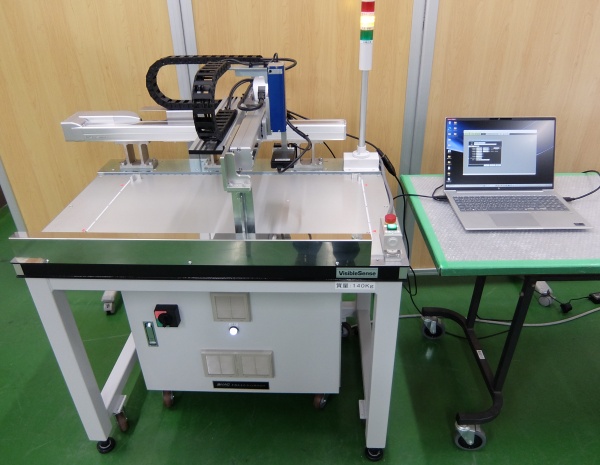
本装置は、アクチュエータでミリ波モジュールを移動させながら計測するため広範囲の計測が可能で、製品全体の密度分布の把握が可能です。
※アクチュエータを大きくすれば計測範囲の調整が可能
特長2:非接触・非破壊計測
対象物内部を透過し反射するミリ波の時間差から密度を求めるため対象物に触れたり壊したりすることなく計測が可能です。
特長3:CSVデータ出力に対応
計測した密度データはCSVデータ(テキストデータ)としてファイルに出力できるため、机上でのデータ解析に活用できます。
ミリ波を応用して内部計測を行う
ミリ波とは、30GHzから300GHz(波長10mmから1mm)までの電波をさし、直進性が強く、天候等に対する耐環境性が優れているという特徴があります。
車載レーダーや5Gスマートフォン、空港のボディスキャナーなどに使用されています。

ミリ波は誘電体の内部に透過する特徴があります。建物の中で携帯電話が使用できるのはこの特徴によるものです。また、透過する際、その境界面で一部は反射します。

物体内部に誘電率が異なる部位が存在した場合も、その境界面で一部は反射し一部は透過します。また、誘電体の内部では、その誘電率に応じた波長に変化し、その結果振幅と位相に差異が生じます。これらの情報を利用して、物質内部の検査を行います。

通常の電磁波レーダーは送信波と同じ方向に反射した信号を使用します。そのため、空間分解能はアンテナの指向性で決まります。

一方、高分解能処理では、広い角度の情報を使用します。今まで捨てていた広範囲に反射した信号を利用することで、1点当たりの情報量が増え、分解能を向上させることが可能となります。

この高分解能処理に使われている技術は、人工衛星で地球を観測する際に、地盤のわずかな動きをキャッチしたり、地表の凹凸を詳細に把握し非常に精密な3D地図を作ったりするために使われている技術と同じです。
誘導体とは
「電気を通さない(絶縁性がある)けれど、電気的なエネルギーを一時的に蓄えることができる物質」のこと。
誘電率とは
誘電体がどれくらい電気エネルギーを蓄えやすいかを示す指標を「誘電率」と呼ぶ。誘電率が高い誘電体ほど、多くの電気エネルギーを蓄えることができる。
電磁波とは
電場(電界)と磁場(磁界)という二つの異なる物理的な波が、互いに影響し合いながら空間を伝播する現象、またはその波そのものを指す。「光」も電磁波の一種。
空間分解能とは
画像や測定において、どれだけ細かいものを識別できるか、あるいは区別できるかを示す能力のこと。
密度計測とは
密度とは、単位体積当たりの重さを指します。通常、g/cm3(またはkg/m3)で表記されます。
従来の密度計測手法は、固体と流体(液体・気体)とで異なり、固体の場合は主に2通り、流体の場合は主に3通りあります。
固体と流体の密度計測には、「体積の測り方」「測定機器」「注意すべき条件」などに違いがあります。
【固体の密度計測方法】
◆体積計測+質量計測による算出:
天秤で質量を計測、ノギスやマイクロメーターで体積を算出し、
『密度=質量/体積』で求めます。
形状が単純で寸法計測が容易なものが対象となります。
◆アルキメデス法:
計測対象の質量を空気中と液体中で計測し、水中での減少分から体積を求め、密度を算出します。
不定形な形状でも適用可能ですが、水没させる必要があります。
どちらもインラインでの計測は難しい手法です。
【液体の密度計測方法】
◆ピクノメーター(比重ビュレット):
あらかじめ目盛り付けしたガラス容器(ピクノメーター)に液体を入れ、秤で質量を測定します。空容器質量との差・内腔容量から密度を算出する方法です。
校正が確立しており高精度ですが、操作に手間がかかり、温度制御と気泡除去が必要です。
◆浮力(ハイドロスタティック)式秤量法:
秤上のフックに標準固体や金属製シリンダーを吊るし、空気中と液中での見かけ重量差から液体の浮力を求め、密度を逆算する方法です。
広い粘度範囲に適用できますが、装置が高額で温度管理が必要です。
◆比重計(ハイドロメーター):
浮こう体(ガラス管)を液中に浮かべ、目盛りの沈み具合で密度を読む方法です。
簡便で廉価ですが、目視読み取り誤差を含み、粘度や表面張力の影響を受けやすいという欠点があります。

目付計測とは
目付量とは、主に繊維製品や紙、不織布、フィルムなどで用いられる用語で、単位面積当たりの重さを指します。通常、g/m2で表記されます。
繊維や不織布業界で、生地やシートの品質管理項目として広く使われます。

従来の検査手法では、対象物から一定の面積を切り出し、高精度電子天秤を用いて質量を測定する必要がありました。
そのため、検査は抜き取りによるサンプリング方式となり、インラインでの全数検査は実現できませんでした。
導入実績(トヨタ紡織株式会社様ケナフボードの目付計測)
ケナフとは、生長が非常に早く、半年ほどで高さ3~4m、茎の直径3~4cmになる一年草植物で、CO2吸収能力も高いのが特徴です。
自動車内装部品を石油系素材から植物由来素材へ置き換え、さらに繊維強度の強いケナフを補強材として使うことで軽量化による燃費向上(走行時のCO2排出量削減)が可能です。
※トヨタ紡織株式会社様ウェブサイトから引用
ケナフボードはケナフ繊維とポリプロピレンを配合して作られます。
ケナフボードの製造において目付(単位面積当たりの重量)の管理が重要で、一般的にはボードを小さくカットし重量を測定することで目付(単位面積当たりの重量)を管理します。
より小さくカットすれば、より細かく目付が管理できますが、規定の寸法で正確にケナフボードをカットするのは難しく作業者の手間と労力が必要になります。
目付管理方法の改善が必要だと考えられていたトヨタ紡織株式会社様は、いろいろな計測装置を探し、検討される中で、八光オートメーションの卓上型ミリ波CTスキャナーに声がかかりました。
まずはそのままのサイズのケナフボードをミリ波CTスキャナーで計測します。
ミリ波CTスキャナーで計測されるのは位相情報で、位相変化が大きいと目付が大きく、位相変化が小さいと目付が小さいということになります。
計測された位相情報は1mm間隔で記録され、CSVデータとして外部に取り出すことができます。
ミリ波CTスキャナーで計測したケナフボードを通常の作業と同じ作業でカットし重量を量り目付量を計算します。
この目付量とCSVデータより求めた位相変化量を比較すると、ほぼ傾向が一致しました。
複数のケナフボードで同一のテストを行い、ミリ波CTスキャナーでケナフボードの目付量を計測し管理できるという確証を得ることができました。
標準型のミリ波CTスキャナーで計測できる製品の最大サイズは100×100mmと、あまり大きなものを計測できないため、トヨタ紡織株式会社様向けの装置は、より大きな製品の計測ができるようカスタマイズしました。このため、従来の作業量と比較すると飛躍的に作業効率が向上しました。
さらにミリ波CTスキャナーは非破壊検査のため、ケナフボードを切り刻む必要がなく、目付計測したケナフボードはそのまま使用することが可能で、廃棄ロスが低減されます。
ミリ波CTスキャナーをご採用頂いたことで、トヨタ紡織株式会社様が目指されていた、「より高品質なケナフ製品をより安定して製造する」という目的に、より近づくことができたのではないかと考えています。
用途例(混練具合可視化)

背景・課題
世の中の工業製品は、様々な原材料を混ぜ合わせて作られています。混ざり具合が不充分であった場合、次のような問題が発生する恐れがあります。
1.不均一な材料特性
混錬が不十分な場合、材料の分布や特性が均一にならず、硬化不良や化学反応のムラが発生します。また、複合材料では、強度や耐久性が設計値と異なる不安定な製品が生じる恐れがあり、ゴムやプラスチック製品では、粘度や弾性が異常になる可能性があります。
2.機械的性能の低下
材料内部に気泡や混在物が残ることで、引張強度、衝撃強度、耐摩耗性など、製品の機械的性能が低下する可能性があります。構造部材として使われる場合は安全性に深刻な影響を与えることがあります。
3.外観不良
混錬ムラにより、製品の表面に色むら、斑点、線状の模様が現れることがあります。見た目の悪さは顧客満足度を低下させ、市場価値を損ないます。
4.機能不良
機能が混錬状態に依存する場合(例:ゴムの弾力性、接着剤の粘着性など)、その機能を十分に発揮できなくなることがあります。電池の電極材料や電子部品の基材で混錬不良があると、性能や安定性に深刻な影響を与える場合があります。
5.生産性の低下
混錬不良がフィードバックを受けた場合、製造ラインでの停止や再加工が必要となり、生産効率が著しく低下します。不良品率が高くなることで、材料ロスや労働コストが増加します。
測定事例
密度の異なる2種類の材料(粘土)の混錬状態を可視化した計測事例を示します。

白色の粘土が密度の高い粘土で、黒色が密度の低い粘土です。
上側の写真は、左から、混錬前、混錬途中、混錬後の粘土の状態です。
混錬前は白黒がはっきりと分かれており、混錬途中はまだら模様のように混ざり合っています。最後の混練後は完全に混ざりきって灰色になっているのが分かります。
それぞれの状態をミリ波CTスキャナーで計測したものが下側のカラーコンター図になります。
赤色が密度の高いところ、青色が密度の低いところを表しています。
混錬前は赤色と青色がはっきり分かれており、混錬途中はまだらになって黄色や緑色が見え、混錬後は黄色一色になっています。
カラーコンター図を見るだけで混練の状態が判断できますが、これを数値で表現してみると、以下のようなグラフができます。

このグラフは密度をヒストグラムにしたもので、左から、混錬前、混錬途中、混錬後に対応しています。
標準偏差を用いると、混錬が進むにつれて標準偏差が小さくなる傾向があるため、この標準偏差の値から混錬状態を判断することができます。
導入メリット
混錬状態を監視することには、多くのメリットがあります。
混錬プロセスは、さまざまな材料が均一に混合され適切な物性を得るために重要な工程であるため、監視は品質管理や生産効率向上に直結します。以下はその主なメリットです。
1.工程異常の早期検出
ミリ波CTスキャナーを使用して混錬状態を観測すれば、異常(材料の偏り、温度の不適切な変化、粘度の変化など)を早期に検出可能です。
早期対応により、不良品の生成や無駄な材料消費を最小化できます。
2.材料ロスの削減
適切な混錬状態を維持することで、過剰な材料追加や再加工を防ぐことができ、材料の使用効率が向上します。
3.エネルギー効率の向上
混錬工程の監視により、必要以上のエネルギー使用を抑えられるため、コスト削減や環境負荷軽減が可能です。
4.製造プロセスの最適化
混錬プロセスのデータを蓄積・分析することで、工程時間や条件を最適化し、より効率的な生産フローを構築できます。
用途例(密度計測)

背景・課題
様々な製品を製造する上で製造の安定、品質向上などの密度計測が有効となります。密度バラつきがあった場合、次のような問題が発生します。
1.製品の品質低下と性能のバラつき
2.製造プロセスの非効率化とコスト増加
3.不均一な密度生産によるエネルギー消費および環境負荷の増大
4.品質の低下に伴い市場競争力の低下
導入事例

導入メリット
1.非破壊で内部を可視化で全数検査を実現
ミリ波透過による独自計測で内部状況を非破壊で把握。非接触での全数検査が可能となり内部不良の早期発見と品質の安定化を実現します。
2.人員不足を低減、誰でも使える計測機器
製造中の内部状態把握を熟練者のに依存せずに非破壊で数値化。密度分布を可視化し判断基準を標準化する事で作業員の習熟度によるバラつきを解消します。技術継承の負荷と教育コストを抑える。限られた人員での安定運用ができ、人員不足の解消に貢献します。
3.SDGsへの貢献
X線などの放射線を使用せず、日常利用に適した電磁波方式を採用。作業者の健康リスクを低減し、「すべてに人に健康と福祉を」に貢献します。また、特別な資格や専任の放射線管理者が不要で誰でも安心して扱える運用性を実現。「働きがいも経済成長も」に達成を後押しします。
4.開発・製造の両工程で同一センサーを使用可能
検討用ラボ機と実際の製造ラインの両方で、同一の非接触密度目付センサーを使用して測定が可能です。これにより、取得データの整合性が確保され、新製品開発や各種テストもスムーズに行うことができます。
