
光学的なアプローチで電極シートの表面状態を評価可能
本装置は、光の反射特性を利用して電極シート表面の状態を高精度に計測する先進的な光学センサです。
同じ素材でできている製品でも、製造工程や品質に起因する差異が、表面の光沢や微妙な色の違いとして現れる場合があります。
本装置を使用することで、こうした製品自体のごく小さな状態変化や問題が、光の反射や色差となって検知可能です。
従来の方法との比較
従来の手法
二次電池の電極シートの膜厚は電池の性能を左右する重要な項目です。
従来、X線やβ線を透過させてその減衰量から膜厚を計測する手法が一般的です。
透過方式のため両面塗工状態の電極シートの場合は両面の膜厚の合計となってしまい、別工程で片面塗工時の膜厚計測が必要です。
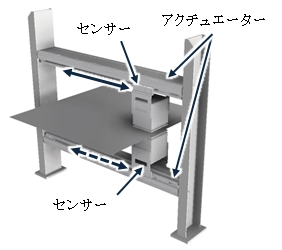
センサーをアクチュエーターで駆動し膜厚分布をスキャンします。
X線やβ線を使用しますので、有資格者による安全管理が必要です。また装置自体も被ばく対策を実施する必要があります。
光学センサー

本装置は光学的技術を用いた装置になります。
反射方式のため電極シート片面の膜厚を計測します。
両面塗工シートの場合は表裏それぞれにセンサーを配置することで同時に計測することが可能です。
そのためX線やβ線のように複数の工程での計測は必要ありません。
また、光を用いて計測するため、X線やβ線のような被ばくの危険性はありません。
光学センサー開発の背景と二次電池製造における課題
世界的なEV・蓄電シフトを背景に、二次電池電極の品質検査ソリューション需要は急速に拡大中です。
EV一台あたりのバッテリー搭載量も増加しており、電極の生産量自体が飛躍的に伸びています。
また、再生可能エネルギーの導入拡大に伴い、発電量の変動を吸収するための大規模蓄電池システムの需要も高まっています。
安全性に関しては、バッテリーの熱暴走や発火事故は、人命に関わる重大な問題であり、社会的な注目度も非常に高く、電極の微細な欠陥が、これらの事故のリスクを高める可能性があります。そのため、製造段階での徹底した品質検査が必須となっています。
このため、「高精度」「全数」「リアルタイム」という条件を満足する検査装置の導入が急務となっており、また、製造現場では「省人化」「高速化」「スマートファクトリー化」が進む中、高精度な自動検査装置の貢献度は一段と高まっています。
光の反射を応用し塗工膜の表面状態の変化を計測
原理
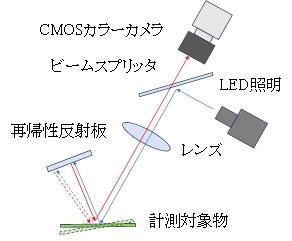
カラーカメラと白色LEDを用いた同軸の光学系を用いて、反射光の反射率を算出する装置です。
再帰性反射板を使用することで、計測対象物が傾いた場合でも正反射光が返ってくる点が特徴となります。
計測できる項目としては、電極シートのRGBの反射率と、その値から換算した色情報(Lab)になります。
この情報から塗工膜の表面状態の変化を計測することができる装置です。
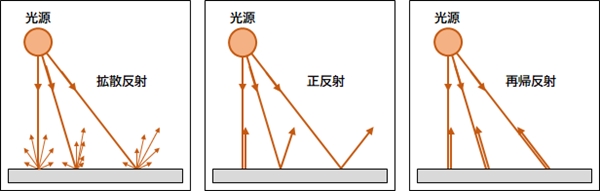
光の反射
光源から照射された光は対象物の表面状態により様々な反射をします。本装置は再帰反射を使用している点が特徴となります。
色空間
色空間(カラースペース)とは数値で色を指定し、表現できる色の範囲のことです。
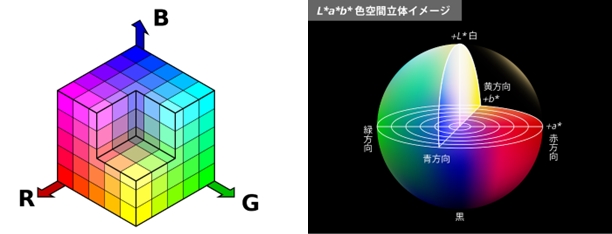
Labは物体の色を表すのに、現在あらゆる分野で最もポピュラーに使用されている表色系です。
Lab 色空間では、明度をL 、色相と彩度を示す色度をa 、b で表します。a 、b は、色の方向を示しており、a は赤方向、-aは緑方向、そしてb は黄方向、-b は青方向を示しています。
このLab色空間での2点間のユークリッド距離が色差ΔEとなります。

電極シート塗工工程
リチウムイオン電池では、電極シートが電池の性能に大きな影響を与えます。電極シートは、集電箔上にスラリーを塗工し、乾燥させた後、プレス工程によって膜厚や圧密度を調整して製造されます。特に、塗工の均一性とプレス工程による膜厚調整が、電極シートの品質を左右する重要な要素です。
塗工の均一性が確保されていない場合、電池内部での活物質分布にムラが生じ、容量や出力特性のばらつきの原因となります。また、プレス工程によって適切に圧密化されることで、電極の体積エネルギー密度や機械的強度、イオン・電子の輸送特性が最適化されます。したがって、高性能で信頼性の高いリチウムイオン電池を製造するためには、高品質な電極シートの製造が不可欠です。

プレス状態の影響
電極の密度・多孔率
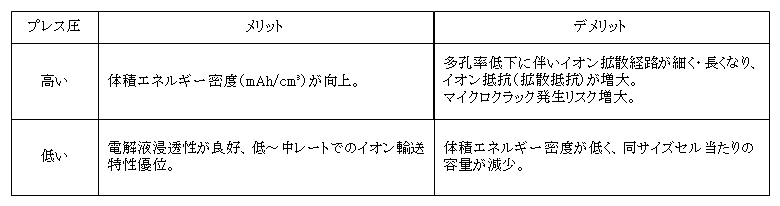
・プレス圧が高い
– メリット:体積エネルギー密度(mAh/cm³)が向上
– デメリット:多孔率低下に伴いイオン拡散経路が細く長くなりイオン抵抗(拡散抵抗)が増大
・プレス圧が低い
– メリット:電解液浸透性が良好、低~中レートでのイオン輸送特性優位
– デメリット:体積エネルギー密度が低く同サイズセル当たりの容量が減少
電子抵抗・イオン抵抗のバランス
・電子抵抗:活物質粒子間および導電助剤との接触度合いで決まる
– 適度なプレスで粒子密着性が高まり電極内の電子伝導度が向上 → 出力特性改善
・イオン抵抗:多孔率 トータリシティ(多孔路の曲がりくねり度合い)で決まる
– プレス過大で孔径縮小 → リチウムイオンの移動遅延 → 高Cレート時の性能低下
機械的強度とクラック発生
・適正プレス → 電極シートの平滑性・一体性向上 → カールや剥がれ抑制
・過プレス → 粒子間に応力集中 → マイクロクラック発生リスク増大
→ クラックはサイクルを重ねるごとに電極抵抗↑、容量劣化を加速
計測事例(プレス前後の塗工膜の表面状態)

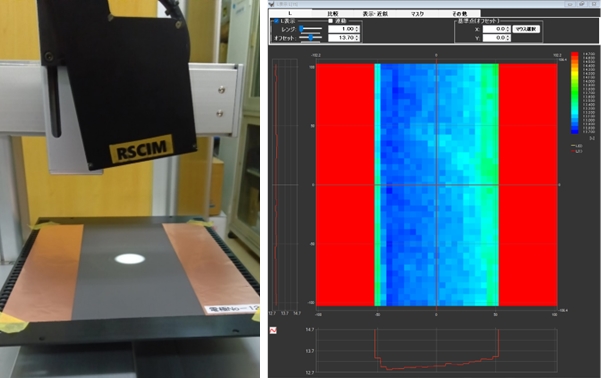
装置では、電極シート表面に塗工された塗工膜(活物質、バインダー、導電助剤)がプレスされ圧密化された状態を、光の反射特性を用いて非破壊で計測することが可能です。具体的には、プレス前の状態では活物質粒子間に多くの隙間が存在するため、照射された光が内部へと多く侵入し、外部へ反射される光の量(反射光強度)は小さくなります。一方、プレス後には活物質間の隙間が圧縮されて狭くなり、光が内部に吸収されにくくなるため、表面で反射される光の強度が大きくなります。
このような光反射特性の変化を定量的に捉えることで、従来はオフラインで電子顕微鏡を用いて確認していたプレス状態の違いを、リアルタイムかつ非破壊で評価することが可能となりました。
実際にRSCIMによる計測結果では、プレス前後で明確な反射光の差異が得られており、電子顕微鏡による分析と同等の傾向が確認されています。これにより、工程管理や品質保証において、より効率的かつ安全にプレス状態の評価を実施できます。
塗工工程においてギャップ調整が適切に行われない場合、左右で塗工量に差異が生じ、これが電極シートの品質低下の原因となります。そのため、高品質な電極シートを安定して製造するためには、塗工状態の精密な計測が不可欠です。
従来、目付量管理にはβ線を利用した計測装置が一般的に用いられてきましたが、放射線を扱うことから厳格な安全管理が求められるのみならず、導入費用や維持費用も非常に高額です。一方、目視による外観評価では塗工状態が均一に見える場合でも、RSCIMによる計測では微細な色差を精度高く捉えることができ、わずかな塗工ムラもしっかりと検出できます。
さらに、RSCIMは光の反射原理に基づくため、放射線を使用せず安全管理面での負担がなく、設備コストも従来のβ線計測装置に比べて大幅に低減できるという大きなメリットがあります。
計測事例(同一塗工量でのプレス圧違い)
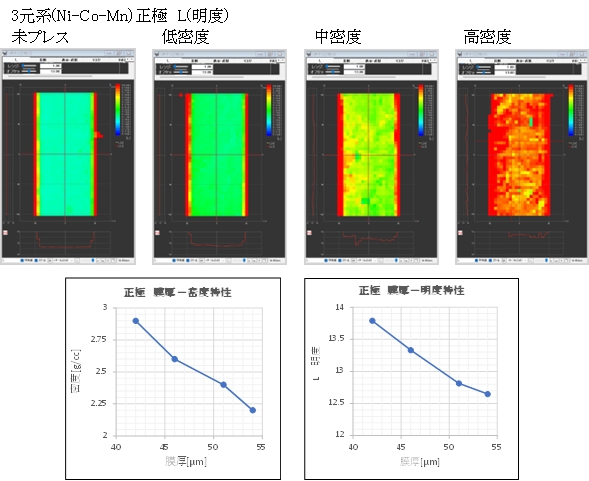
膜厚計、質量計より求めた「膜厚-密度特性」より、密度が高くなるほど膜厚が薄くなる傾向があり、その関係にリニアリティが認められます。
またRSCIMにて計測した「膜厚-明度特性」より、膜厚が薄くなるほど明度が高くなる傾向があり、その関係にもリニアリティが認められます。この特性の要因として、プレスにより塗工面表面が滑らかになり反射率が変化したことが考えらえられます。
以上の結果より、RSCIMにて明度を計測することで、電極シートの密度、膜厚の傾向を計測できる可能性があります。
計測事例(色差計との比較)
光学センサーと色差計で、日本塗料工業会の色見本5色を計測した結果です。

計測原理の違いにより絶対値は一致しませんが、傾向は一致しています。
色差計は手軽さやコスト面でのメリットがありますが、次のようなデメリットが生じることがあります。
1.フィルタの経年劣化や温度ドリフトにより誤差が大きくなる場合がある。
2.小口径が多く、一度に測れるエリアが小さいため、大面積サンプルでは複数箇所の測定・平均化が必要です。
3.周囲照明の漏れ込み、検査室の温湿度変動などで測定値が揺らぎやすく、測定条件の厳格な管理が必要です。
これに対し、RSCIMを色差計として使用した場合、「非接触測定」、「広範囲測定」、というメリットがあります。また、RSCIM独自の機能として「自動キャリブレーション機能」があり、このため環境変化に影響されない計測が可能となっています。
